


Big View Area Auto Darkening Ubumnyama Welding Helmet
Inkcazo
I-Auto Darkening i-helmet ye-welding yenzelwe ukukhusela amehlo akho kunye nobuso kwiintlantsi, i-spatter, kunye nemitha eyingozi phantsi kweemeko ze-welding eziqhelekileyo. Isihluzo sokwenza ubumnyama ngokuzenzekelayo sitshintsha ngokuzenzekelayo ukusuka kwimeko ecacileyo ukuya kwindawo emnyama xa i-arc ibethelwa, kwaye ibuyela kwimeko ecacileyo xa i-welding iyeka.
Iimbonakalo
♦ Isigcina-ntloko se-welding yeengcali
♦ Iklasi ye-Optical : 1/1/1/1 okanye 1/1/1/2
♦ Umbono omkhulu ngakumbi
♦ Ukuwelda kunye nokuSila nokusika
♦ Ngemigangatho ye-CE, ANSI,CSA,AS/NZS
Iinkcukacha zeemveliso

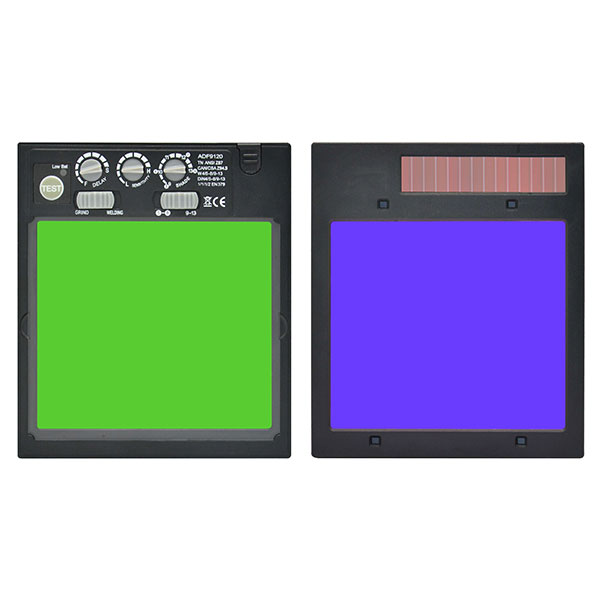
| IMODE | TN350-ADF9120 |
| Iklasi ye-Optical | 1/1/1/1 okanye 1/1/1/2 |
| Ubungakanani besihluzi | 114×133×10mm |
| Jonga ubukhulu | 98×88mm |
| Umthunzi wemeko yokukhanya | #3 |
| Umthunzi wemeko emnyama | Umthunzi oguquguqukayo we-DIN5-8/9-13, useto lweQhubhu lwangaphakathi |
| Ukutshintsha ixesha | 1/25000S ukusuka ekuKhanyeni ukuya kuMnyama |
| Ixesha lokubuyisela ngokuzenzekelayo | 0.2 S-1.0S Ukukhawuleza ukuya kwi-Slow, uhlengahlengiso olungenasinyathelo |
| Ukulawula uvakalelo | Phantsi ukuya phezulu, uhlengahlengiso olungenanyathelo |
| Uluvo lweArc | 4 |
| Ephantsi TIG Amps Rated | AC/DC TIG,> 5 amps |
| UKUSILA umsebenzi | Ewe (#3) |
| Uluhlu lomthunzi wokusika | Ewe (DIN5-8) |
| Ukuzijonga i-ADF | Ewe |
| Ibhethi ephantsi | Ewe (i-LED eBomvu) |
| Ukhuseleko lwe-UV / IR | Ukuya kuthi ga kwi-DIN16 ngalo lonke ixesha |
| Ubonelelo olunamandla | Iiseli zeSola kunye nebhetri yeLithium eTshintshwayo ( CR2450) |
| Vula/cima | Okuzenzekelayo ngokupheleleyo |
| Izinto eziphathekayo | Inqanaba lempembelelo ephezulu, inayiloni |
| Iqondo lokushisa elisebenzayo | ukusuka -10℃–+55℃ |
| Ukugcina iqondo lokushisa | ukusuka -20℃–+70℃ |
| Iwaranti | iminyaka eyi-2 |
| Umgangatho | CE EN175 & EN379, ANSI Z87.1, CSA Z94.3 |
| Uluhlu lwesicelo | I-Stick Welding (SMAW); I-TIG DC∾ TIG Pulse DC; TIG Pulse AC; MIG/MAG/CO2; I-MIG/MAG Pulse; Ukusika i-Plasma Arc (PAC); I-Plasma Arc Welding (PAW); Ukusila. |
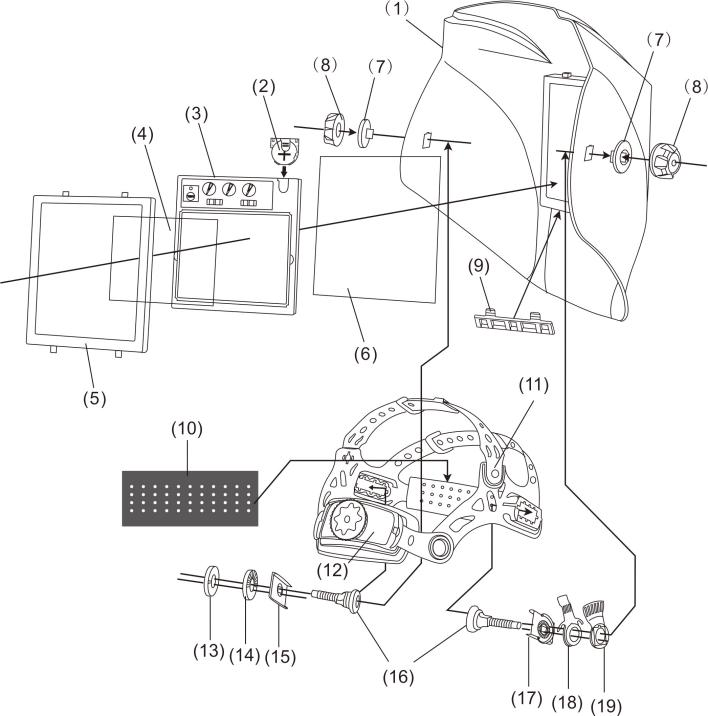
| (1) Iqokobhe (i-welding mask) | (8) Indongomane yeplastiki |
| (2) CR2450 ibhetri | (9) Isikhiya sekhatriji |
| (3) Isihluzi se-Welding | (10) Umjikelo |
| (4) Ngaphakathi ilensi ekhuselayo | (11) Indongomane yeplastiki |
| (5) Ilokha yeLCD | (12) Isixhobo somlawuli |
| (6) Ilensi yokukhusela ngaphandle | (13) Khangela iwasha |
| (7) Jonga indongomane | (14) I-engile yokulungisa i-shim |
| (15) Umgama otyibilikayo | (16) Iwashi yokukhangela i-engile |
| (17) Umgama otyibilikayo | (18) I-engile yokulungisa i-shim |
| (19) I-engile yokulungisa ipleyiti |
-Sicebisa ukuba kusetyenziswe ixesha leminyaka emi-3. Ubude bexesha lokusetyenziswa buxhomekeke kwizinto ezahlukeneyo ezifana nokusetyenziswa, ukucoca ukugcinwa kunye nokugcinwa. Ukuhlolwa rhoqo kunye nokutshintshwa ukuba yonakele kuyacetyiswa.
-Isilumkiso sokuba izinto ezinokuthi zidibane nolusu lomntu uzinxibileyo zinokubangela ukwaliwa kwabantu abachaphazelekileyo.
-Isilumkiso sokuba izikhuseli zamehlo ngokuchasene namasuntswana esantya esiphezulu anxitywayo kwimiboniso eqhelekileyo yamehlo zinokusasaza iimpembelelo, ngaloo ndlela zidale ingozi kumntu oyinxibileyo.
-Inqaku lokuyalela ukuba ukuba ukukhuselwa kwiincinci zesantya esiphezulu kwiqondo lokushisa eligqithiseleyo kuyafuneka ngoko umkhuseli wamehlo okhethiweyo kufuneka amakishwe ngonobumba T ngokukhawuleza emva kweleta yempembelelo, okt FT, BT okanye AT. Ukuba unobumba wempembelelo awulandelwa ngunobumba u-T ngoko umkhuseli wamehlo uya kusetyenziswa kuphela ngokuchasene neengqungquthela zesantya esiphezulu kwiqondo lokushisa.
1. Esi sigcina-ntloko se-Auto-Darkening filter welding asifanelekanga kwi-laser welding & Oxyacetylene welding.
2. Ungaze ubeke esi sigcina-ntloko kunye nesihluzo sokwenza mnyama ngokuzenzekela kwindawo eshushu.
3. Ungaze uvule okanye uphazamise isihluzo esiziNgenisayo sobumnyama.
4.Ngaphambi kokuba usebenze, nceda uqinisekise ukuba umtshintshi wokusetha umsebenzi ubeka indawo efanelekileyo "WELDING" / "GINDING", okanye cha. Esi sigcina-ntloko sisenza mnyama sokucoca isigcina-ntloko asiyi kukhusela kwiingozi zempembelelo ezimandla.
5. Esi sigcina-ntloko asiyi kukhusela kwizixhobo eziqhumayo okanye ulwelo oludlekayo.
6. Sukwenza naluphi na ulungiso kwisihluzo okanye isigcina-ntloko, ngaphandle kokuba kucacisiwe kule ncwadana. Musa ukusebenzisa amanye amalungu ngaphandle kwalawo achazwe kule ncwadana.
7. Ukuguqulwa okungagunyaziswanga kunye neendawo ezitshintshileyo ziya kuphelisa iwaranti kwaye ziveze umqhubi kumngcipheko wokulimala komntu.
8. Ukuba esi sigcina-ntloko asibanga mnyama xa ubetha i-arc, yeka ukuwelda ngoko nangoko kwaye uqhagamshelane nomphathi wakho okanye umthengisi wakho.
9. Musa ukuntywiliselwa isihluzo emanzini.
10. Musa ukusebenzisa naziphi na izinyibilikisi kwizihluzi zesikrini okanye izinto zesigcina-ntloko.
11. Sebenzisa kuphela kumaqondo obushushu: -5°C ~ + 55°C (23°F ~ 131°F)
12. Ukugcina ubushushu: – 20°C ~ +70°C (-4 °F ~ 158°F)
13. Khusela isihluzo ekudibaneni nolwelo kunye nokungcola.
14. Coca imiphezulu yezihluzi rhoqo; musa ukusebenzisa izisombululo zokucoca ezinamandla. Hlala ugcina izivamvo kunye neeseli zelanga zicocekile usebenzisa ithishu/ilaphu elicocekileyo.
15. Rhoqo buyisela ilensi yesigqubuthelo esiqhekekileyo/ esikrweliweyo/esinomngxuma wangaphambili.





